中国知名金相制样设备耗材厂商
——以材料显微组织分析技术进步为己任,以金相试样制备轻松高效真实为目标
焊接试样中尚有相当一部分焊接件及焊接产品的形状特殊或很小,很薄的焊道,取金相样不太困难,但是制作金相样却不容易,因为形状特殊或太小需要采取夹持和镶嵌的办法。
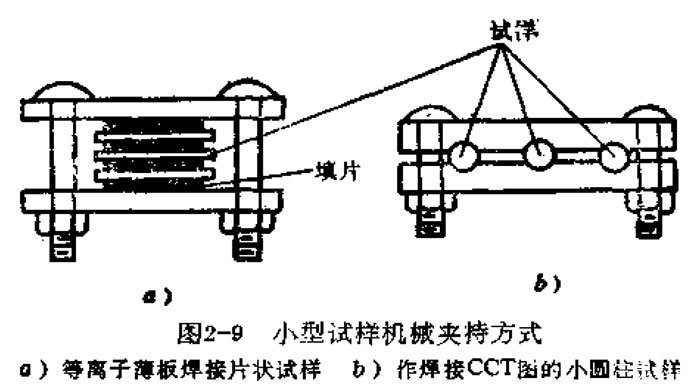
(1)小型试样的夹持大型焊接接头取样时考虑合适的形状、观察面的方位。对于小型的焊接接头金相分析取样时,要使它们合乎金相试样的制备和抛磨,因为试样太小,如电子束焊焊接的异种钢锯条,两块板薄的很,有的厚度只有一毫米。焊缝宽度又很窄,所以,必须用试样夹子夹持起来。有的模拟焊接热循环试样也只有3mm粗。小试样横断面磨制是困难的。把它们三个或五个夹在一齐磨制即提高工作效率又便于加工,如图2-9所示。 但是这种大量小试样集体夹持制样及观察分析都要编好号码,弄清位置严防混样。有些焊接产品的焊接金相样,要考虑取大一些。便于拿住磨制.虽然焊道小,但是职样不要太小。
对于某些焊接样夹持,可能产生变形或也不利于加工处理, 本身形状也不易于夹持的,需要镶嵌起來。
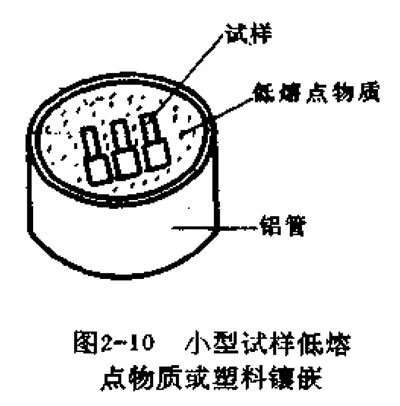
(2)焊接样镶嵌及镶嵌机镶嵌的试样一般都是既小形状又不规则。现在常用塑料或电木粉在镶嵌机上加热,使填充材料与试样构成一体。例如很小直径的铜-钼储能点焊的接头试样。金相分析时夹持也不便当,将试样同金属套圈放在金相镶嵌粉中间,加热并压挤金相镶嵌粉,则形成一个整体,可磨制出接头的纵断面试样。见图2-10。
试样镶嵌机主要由三部分构成:①油压系统的加压设备;②加热炉;③小型压模。
首先,在桌上放好外模套,内部放置合适方向的试样。要考虑磨制接头的抛光面方向,放入填料,然后安装好上,下模及模套,把油压系统调好,使上模进入下模,并开始升温,在加热到额定温度时加压,使试样与填充材料压成一个整体,停止加热,冷却至室温时,顶出压好试样。如果是用胶木粉作填料,可在高温下压好后成形,停止加热后即可压出镶嵌样。







