截割好的试样,需要用砂轮或锉刀进一步磨平(三灵
金相切割片并且在切削过程中,两个端面已做了预磨,为试样制备提供了完美的前提)。磨平是为了得到平坦的磨面,并消除或减小切割时表面产生的变形。在砂轮机上磨平时,平稳地手执试样,用力轻而均衡,这样试样既容易磨平,又不至于有飞出伤人的危险。
软的金属材料用细锉刀锉平。不得用砂轮磨平。国外对于硬度值小于HV150的金属材料如铅、锡等,用带有硬质合金或金刚石刀片的显微切片机切割,所得截面极平滑,可以直接浸蚀观察。
金相分析
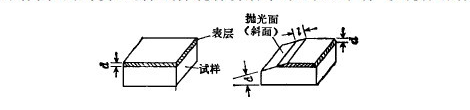
图1 检验表面层斜面磨削试样
对于金属材料表面层(如表面镀层,氮化层等)金相组织的检查,往往由于表面层极薄,一般在金相试样截面上是一条细线,纵然是显微镜倍数放大,也难以清楚的观察到这层组织。在这种情况下,常采用斜面磨削法来扩大表层可观察范围,如图1所示。先以被检测的表层为磨面。截割成一定尺寸的试样。然后根据斜面磨削法,在试样上磨削一个斜面。设被检查的厚度为d,磨削成的外面长度为L,这一斜面将是抛光后的观察面。l与d的比值成为锥度比值R表示,其值越大,表层扩展的范围越大,磨削时的倾斜的角度a应越小。他们之间的关系如下式:
R=l/d=l/sina
薄层拓展与磨削面的角度关系,常用的数据表示,如表1所列:
表1 薄层扩展与磨削面角度的关系
| 薄层扩展 |
磨削面角度 |
| 25:01:00 |
2。20’ |
| 20:01 |
2。50’ |
| 15:01 |
3。50’ |
| 10:01 |
5。40’ |
| 5:01 |
10。30’ |
| 2:01 |
30。 |
| 1.5:1 |
41。5’ |