中国知名金相制样设备耗材厂商
——以材料显微组织分析技术进步为己任,以金相试样制备轻松高效真实为目标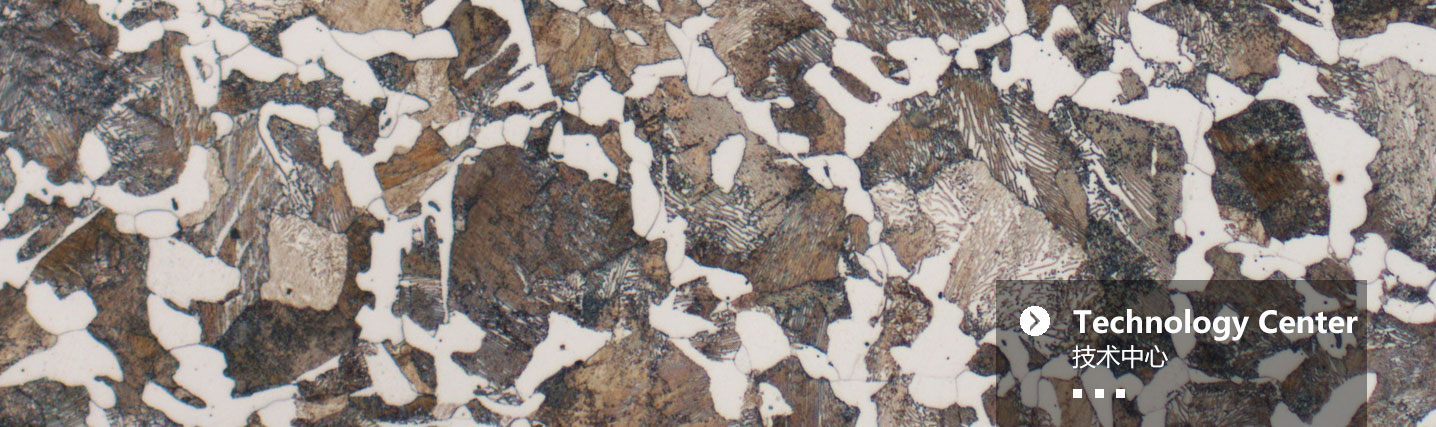
工具钢的热处理性能是工具钢的质量评定标准之一。为了真实呈现其实际结构,必须避免切割过程中的热影响。切割大型断面和失效分析试样时,金相制备步骤的实施必须十分谨慎。
碳化物和非金属夹杂物的残留是高合金工具钢研磨与抛光的主要难题。冷加工工具钢中的一次碳化物体积很大,在研磨过程中极易破裂。在充分退火的状态下,二次碳化物非常细小,可轻易地从软质金相中脱落。
在各道生产工序中对大块高合金工具钢试样进行处理是一项具有挑战性的工作,要求非常有效地组织作业流程、自动设备和标准程序。
大多数试样通常采用机械方法将板材和初轧材料粗略地分割成标准尺寸。热处理试样或失效分析试样的高标准切割均采用金相试样切割机完成。高合金工具钢对热损伤极其敏感。因此,须认真选择合适的金相切割砂轮并确保切割时对其充分冷却。建议选择用软氧化铝金相切割砂轮或树脂粘合的金刚石超薄精密切割片。
根据试样尺寸和体积以及需要从试样中获得的信息,可不镶、热镶或冷镶试样。要求良好的边角保护且表面经过处理的试样应采用三灵HMR2金相热镶嵌料进行热压镶样。无边角保护要求的试样如果尺寸与试样座匹配,则无需镶样。试样尺寸标准化有利于大块试样的处理,建议在软硅胶模具中采用冷镶法。注意:冷镶树脂的收缩率很小,试样与树脂之间不会产生缝隙,避免了污渍残留。
高合金工具钢试样制备的主要要求有:真实呈现碳化物的形状、含量和尺寸并在未变形基体中保留非金属夹杂物。大块高合金钢试样采用全自动研磨抛光机加工可获得最佳效果,确保了作流程快速高效、加工结果具有可再现性。由于工具钢硬度较高,用金刚砂精磨比用碳化硅砂纸研磨更高效、更经济。有时,金刚砂抛光工序结束后用氧化物进行一次终抛光会有助于碳化物的对比和鉴别。







