中国知名金相制样设备耗材厂商
——以材料显微组织分析技术进步为己任,以金相试样制备轻松高效真实为目标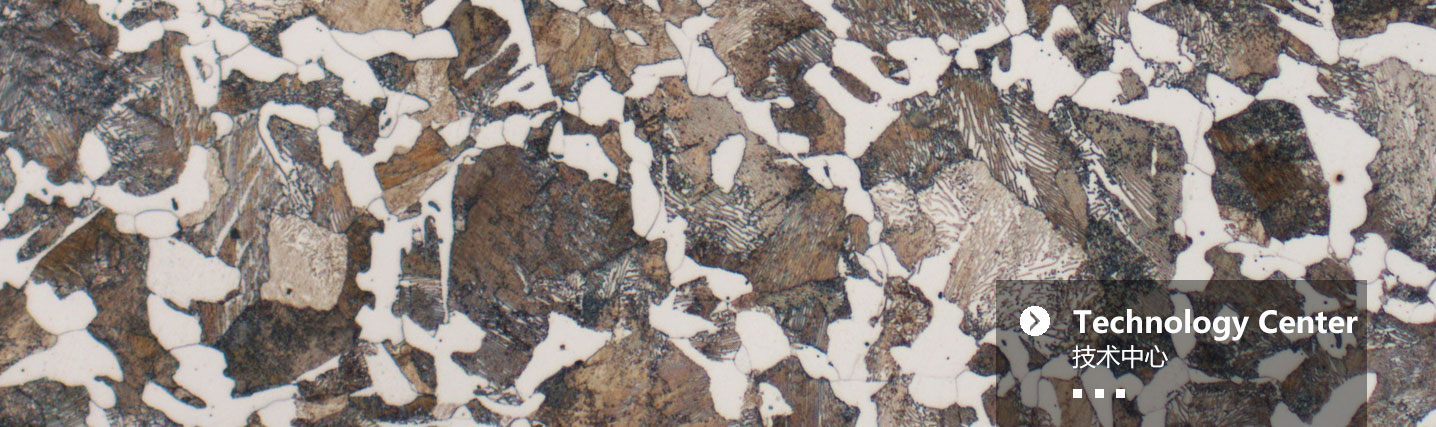
对于大多数的焊工鉴定试验而言, 一般都建议从起焊点到终焊点贯穿切割获得宏观焊接件截面。 正是在这些位置上, 技术方面不熟练的焊工容易发生焊接缺陷。
对于可焊性及其他方面的研究而言, 截面必须真正具有代表性。 通常, 采用火花切割进行初步切割。 例如, 可采用该技术从一个较大的工件上截取适用的焊接试样, 然后, 采
用磨料湿切割工艺切割宏观/微观断面, 注意免受初始热切割所产生的热损伤影响,这个极为重要。
为了将切割造成的变形降至最低且避免对切割表面造成热损伤, 采取以下措施非常重要:
• 选用合适类型的金相切割砂轮
• 采用合适的进给速度
• 在切割过程中要保证足够的切削液供应
一般而言, 由于时间方面的限制, 及较好的初磨表面通常足以满足宏观检验需要, 用于过程测试的宏观截面都采用非镶嵌试样。如果可选用半自动制备方法的, 则有多种可以适应非镶嵌焊接件截面的试样夹具。 如果有必要进行镶样, 则可选用热压镶嵌或冷镶嵌。
以往, 用于宏观检验的焊接件截面一般都采用依次细化的碳化硅金相砂纸通过手工方式制备, 最终的抛光砂纸为1200#。
通常情况下, 对于贯穿母材、 热影响区及焊接金属的硬度测试而言, 采用这种方式也就足够了。 这种方式还适用于进行宏观浸蚀以及焊接件试样宏观检验。 SiC金相砂纸由于其使用寿命(1-1.5分钟)的原因具有一定的应用局限, 而且这种局限性会随着试样横截面尺寸的增大而更为显著。
作为替代手工制样的研磨/精磨技术, 金刚石预磨盘具有一系列优势:
• 磨削寿命更长
• 可在相当长的时间内保持恒定的材料磨削率
• 适用材料硬度范围宽 (HV150-2000)
• 更经济
金刚石预磨盘是一种树脂粘结金刚石磨盘, 其被开发用于HV150-2000硬度范围材料的粗磨与精磨。 而且, 这种磨盘的粒度与80#, 120#, 220#, 600#和1200#SiC金相砂纸相当。
由于在焊接过程中发生相变或由于焊接件中含有不同金属等原因, 焊接件试样可能会在材硬度方面存在广泛的差异。 焊接金属有可能会包含较硬的析出相或某些固有的焊接缺陷。 因此, 采用合适的制备方法以确保显微组织的浮突最小并保持所有的显微组织基本元素非常重要。 在这种情况下, 最好采用自动或半自动制备设备, 因为可保证提供抛光一致性及可重复性, 从而保证显微组织分析的精确性。







